
新闻动态
又爱又恨!3D打印中不可或缺的支撑结构和无支撑技术
支撑结构是成功生产 3D 打印部件的重要部分之一。虽然 3D 打印的一个关键优势是它能够创建自由形式和复杂的几何形状,但如果不使用支撑结构,3D打印提供的大部分设计自由度是难以实现的。
支撑对于防止零件变形和塌陷以及其他用途至关重要,所以,学习认识和设计支撑结构是成为增材制造工程师必须要掌握的技能。在本期文章中,南极熊探讨了支撑结构在不同打印技术的添加要求、优缺点、去除以及如何最大限度地减少支撑的使用。
支撑结构在3D 打印中的重要性
与几乎所有 3D 打印技术一起使用,支撑结构有助于确保零件在 3D 打印过程中的可打印性。支撑可以帮助防止零件变形,将零件固定到打印床上,并确保零件连接到打印零件的主体。就像脚手架一样,在打印过程中使用支撑,然后将其移除。

具有复杂设计特征(如悬垂、孔和桥)的零件打印起来更具挑战性。以金属3D 打印为例,当打印件有悬空或桥接结构时,如果不使用支撑结构,会在打印过程中造成零件变形,甚至导致零件坍塌,而支撑结构可以帮助防止打印过程中已成形部分的倒塌,大大提升了打印成功率。然而,并不是所有的悬挂结构都需要额外的支撑。因为,当悬挂结构的垂直角度小于45度时,悬挂结构不需要支撑。当这种结构的垂直角度小于45度时,3D打印机在相邻层上的水平偏移很小,使得上层叠加在一个偏移很小的层上,那么每一层都可以提供支撑下一个级别。因此,45度角是一个临界角。任何小于 45 度的角度都不需要支撑。当然,这也需要根据打印机的性能和材料的性质来确定。如果打印机的性能不好,也可能需要小于 45 度角的支撑。
此外,由于像金属3D打印这样的技术一般都会涉及高温过程,这时的支撑也可以充当散热器作用。这是因为金属增材制造过程中所添加的支撑结构有助于将热量从零件上带走,从而防止在打印过程中因高温而产生残余应力,避免变形、翘曲和开裂等缺陷的形成。
当然,并非只有金属3D打印才会添加支撑,几乎所有 3D 打印技术都需要在某种程度上考虑添加支撑结构。如下表所示,展示了不同3D 打印方法在使用支撑方面的差异:
粉末床融合(SLM、DMLS、EBM)
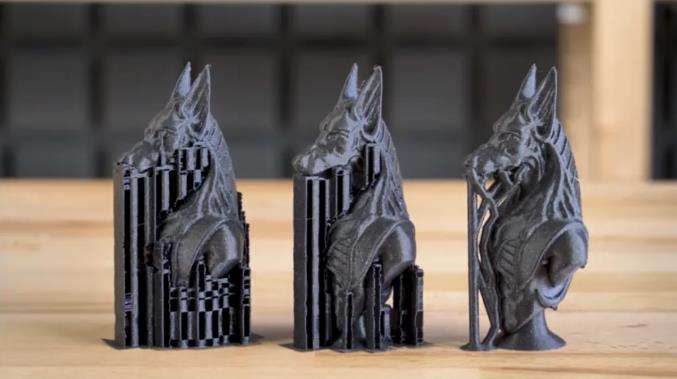
支撑结构在金属3D打印中不可或缺。尽管基于粉末床熔融技术所成形部件会被松散的粉末包围,也起到了一定的支撑效果。然而,这些技术始终需要支撑以确保它们固定在基板上并减轻残余应力造成的影响。如果没有支撑结构,悬挂或倾斜的部件以及金属的内应力会损坏打印件本身,导致打印失败。通常来讲,基于粉末床原理的打印技术中的支撑结构主要分为两个类型:
线性支撑:这种类型的支撑由连接到整个悬挂结构的垂直立柱组成。但这种类型的支持更难移除。
树状支撑:这种结构的支撑类似于树枝的形状。它用于支撑零件的悬挂部分。它只连接到悬挂位置。它的优点是更容易拆卸并且不会对零件本身造成任何伤害。但需要注意的是,树状支撑结构只适用于非平面悬挂。对于平面悬挂,它不能提供足够的支撑。
可以在打印部件底部和打印床之间的接触区域添加支撑,这是残余应力最集中的地方。这有助于将热量从部件中带走,从而最大限度地减少可能导致开裂、翘曲、下垂、分层和收缩的热变形。
直接能量沉积 (DED)
直接能量沉积是通过直接熔化材料、逐层堆积来制造零件。不同于粉末床熔融所成形部件周边粉床可起到一定的支撑作用,使用 DED 打印的部件完全独立在三维空间内,所以同样需要支撑结构以确保部件稳定性、复杂特征的可打印性和散热性。
1、支撑设计
在为采用粉末床熔合技术生产的零件设计支撑时,重要的是要确保它们易于脱离本体,否则它们无法在后处理阶段移除。金属部件的支撑通常打印为网格结构。通过这种方式,它们充当散热器,将热量从零件转移走,使其以更可控的方式冷却并避免变形,同时节省材料成本和建造时间。
添加更多支撑通常会产生更精确的零件,但这也会增加更多的成本和后处理时间。有趣的是,荷兰公司 MX3D通过将多轴机械臂与焊接机相结合,创造了一种金属 3D 打印工具,可以在没有支撑的情况下打印金属零件。

△MX3D的无支撑金属3D打印工具
2、支撑去除
金属部件的支撑去除通常比基于聚合物的工艺更困难,并且通常需要切割工具。此外,如果成品零件的外观很重要,则金属零件还需要进行后处理(例如打磨)以获得光滑的表面光洁度。
拆卸模型时,只要方法正确,大部分支撑都非常容易拆卸。首先,你可以在可以用手操作的部分用手指轻轻掰开支架。对于特殊位置的地方,我们可以选择使用工具来拆除支架,包括尖嘴钳、刮刀、雕刻刀等。
立体光刻 (SLA)

△具有支撑结构的立体光刻 SLA 3D 部件。[图片来源:Formlabs]
立体光刻的工作原理是使用光源来固化液态树脂。对于这项技术,需要支撑结构以将零件牢固地连接到打印床上并防止翘曲。
SLA 中使用的支撑非常薄,为了节省材料,只需轻轻接触零件即可。这意味着它们很容易手动移除,无论是用手还是使用钳子。但是,由于移除支撑会在最终零件上留下痕迹,因此需要打磨以确保光滑的表面光洁度。
1、支撑设计
SLA 经常用于需要外观或光滑表面光洁度的应用,例如视觉原型、模具和助听器。如果是这种情况,重要的是设计零件以确保打印件的前向区域不与支撑结构接触,这就是零件定位设计的作用。
零件定位是设计阶段的一个重要考虑因素,因为重新定位零件可以帮助减少所需的支撑量。例如,管状零件如果水平放置将占用更多空间,因此需要更多支撑。相比之下,同一部件如果垂直放置将确保部件以最少的支撑连接到构建板上。
熔融沉积成型 (FDM)
△熔融沉积FDM建模的支撑结构
熔融沉积成型 (FDM,FusedDeposition Modeling)技术是通过逐层挤出加热的细丝来创建零件,每一层冷却凝固后与前一层粘结到一起。
1、支撑设计
FDM 工艺中的每一层都略微突出,以便它可以扩展到其先前层的宽度之外。这意味着可以在没有支撑的情况下创建角度最大为 45° 的特征。但是,当 FDM 零件的悬垂超过 45° 或包含大于 5 毫米的桥梁和突出表面等特征时,将需要支撑。FDM 的支撑可以采取网格结构的形式,或者树状结构。
2、支撑去除
用于从 FDM 打印件去除支撑的技术之一是化学溶解解决方。通常,工业 FDM 3D 打印机(带有两个打印头)使用可溶解的支撑材料,例如聚乙烯醇 (PVA) 和高抗冲聚苯乙烯 (HIPS)。这些材料可使用单独的挤出机沉积到模型上。
虽然 PVA 溶于水,但它会受到温度变化的影响,从而导致打印头堵塞。HIPS 溶于柠檬烯而不是水,并且不易受温度变化的影响。
使用可溶解的支撑无需手动操作,不需要进一步打磨和抛光来去除支撑留下的痕迹。另一方面,此过程可能很耗时(需要几个小时)且成本高昂。
材料喷射
使用材料喷射(Material Jetting)3D 打印机时,无论角度如何,悬垂结构始终需要支撑。然而,这些支撑物通常由不同的材料制成,这些材料要么是水溶性的,要么可以在事后使用加压水或浸入超声波浴中轻松去除。
选择性激光烧结和粘合剂喷射
选择性激光烧结和粘合剂喷射都是基于粉末的技术,通常不需要任何支撑结构。这是因为在这两种技术中,打印部件都被封装在起到支撑结构作用的松散粉末中。
支撑的缺点
尽管需要支撑结构,但它们会给整个生产过程增加额外的打印时间和材料成本。
材料成本:支撑生成将在打印过程中需要额外的材料,从而增加时间和材料成本。同样重要的是要注意,支架不可重复使用并且通常会被丢弃,从而导致材料浪费。
有限的几何自由度:手动移除支撑时,在设计支撑时需要考虑手或工具的使用。但是,这可能会限制您设计某些需要支撑结构但无法用手或工具够到的几何形状。
额外的时间:设计一个零件来适应支撑结构,然后自己设计支撑需要额外的时间。尽管有提供自动支撑生成的软件,但为工业应用创建支撑结构仍需要一些手动修饰和一定水平的设计专业知识。
额外的后处理:零件完成后,必须移除支撑,有时需要手动移除,从而增加后处理所需的时间。
损坏风险:在后处理过程中,还需要去除支撑并抛光零件表面。拆卸支架过程中的任何不当操作,都会导致零件表面出现缺陷影响其尺寸精度和美观。此外,当支撑放置不正确时,例如在精细特征上,更严重的会导致结构断裂,。它们可能会与支撑结构一起折断,导致本次打印彻底失败。
因此,采用支撑结构也有一定的弊端,应只在必要时才添加。此外,我们还可以避免使用倒角支撑。倒角可以将悬挂位置变成角度小于45度的安全悬挂,避免了支撑的使用,也保证了材料的高效利用。
减少支撑的 4 种方法
尽可能减少所需支持的数量通常是一种很好的做法。这将有助于节省材料成本和生产时间。这里有4 个关于如何最大限度地减少它们的使用、节省打印时间和材料的重要建议:
1. 选择最佳的零件方向
迄今为止,试验零件方向是减少所需支撑结构数量的最佳方法之一。选择正确的零件方向会对打印时间、成本和零件的表面粗糙度产生重大影响。
根据零件的方向(垂直、水平或倾斜),可能需要更少或更多的支撑结构。考虑以字母T的形状打印的部分。在以“T”正常方向放置时,字母的两个分支都会在没有支撑结构的情况下倒塌。如果倒置一下零件的方向,即以“⊥”型方向放置,则不需要支撑。
这个例子演示了一个部件可以用不同的方式构建。零件的每一面都可以有不同的表面连接到打印床上,这意味着对支撑的需求可能会有所不同,并且在很大程度上取决于零件的方向。
另一个例子:在设计具有中空管状特征的零件时,水平方向会占用更多空间,而垂直或成角度的方向会节省空间并减少所需的支撑数量。
2.优化支持结构
当无法避免支撑时,应优化它们以使用尽可能少的材料,并加快打印过程。例如,可以采用拓扑优化设计,采用点阵结构支撑,减少支撑体积,节约材料。
对于许多 3D 打印工艺,常用的支撑生成技术仅限于生产严格垂直的结构。这些不是节省空间的,特别是当打印床上方有许多区域需要支撑时。
相反,创建树状支撑结构可能是一种可行的选择。这种支撑看起来像一棵分枝的树,与笔直的垂直结构相比,可以说消耗的材料减少了 75%。Autodesk Meshmixer 是可用于为 FDM、SLA 和 DMLS 流程创建此类结构的软件工具之一。
3. 使用圆角和倒角
使用圆角和倒角可以作为为大于 45 度的悬垂表面创建支撑结构的替代解决方案。
倒角是倾斜或成角度的角或边,圆角是圆角或边。本质上,这些特征将大于 45 度的角度转换为 45 度或更小的角度,并且可以添加到零件的内部或外部。
4. 拆分打印零件的各个部分
对于非常复杂的 3D 模型,单独打印零件然后将它们组装在一起通常是有意义的。这不仅可以减少支撑的数量,还可以在节省材料的同时加快打印过程。
但是,请记住,如果需要组装 3D 打印部件,则它们必须沿相同方向打印,以便彼此正确贴合。
总体而言,优化支撑设计和移除是使 3D 打印工作流程更快、更简单的关键挑战。从上面的例子可以看出,增材制造行业正在不断开发解决方案来克服这一挑战。然而,除了技术之外,从业人员还需要更高的技能和知识水平才能成推出更佳的解决方案。希望本期文章扩展了你对如何更有效地在3D打印中使用支撑结构的知识,从而帮助你把它们从敌人变成盟友。
该文章转载于“南极熊3D打印网”如果您发现本网站上有侵犯您的知识产权的内容,请与我们取得联系,我们会及时修改或删除





